
3D-Drucker machen riesige technische Fortschritte. Mittlerweile sind z.B. FDM-Drucker für jedermann erschwinglich aber nur bedingt für den Modellbau nutzbar. SLA/DLP-Drucker waren bisher noch nicht für jedermann erschwinglich, was sich mit dem Erscheinen des Anycubic Photon nun geändert hat. Liegt hier nun die Zukunft des Modellbaus? Wir schauen uns den Anycubic Photon mal genauer an.
Inhaltsverzeichnis
Der Drucker in der Übersicht
Beim Anycubic Photon handelt es sich um einen sogenannten SLA/DLP-Drucker aus dem Hause Anycubic. Mehr zu den Druckverfahren später. Geliefert wird dieser in einem stabilen Pappkarton.

Nach dem Öffnen des Pappkartons zeigt sich die solide Verpackung des Druckers. Dieser ist komplett in ca. 2cm dicken Schaumstoff verpackt. Nimmt man die obere Hälfte ab, so kommt der Drucker zum Vorschein. Neben dem Drucker befindet sich auch noch reichlich Zubehör, welches später beschrieben wird, in der Packung. Die Scheiben des stabilen Gehäuses aus Metall sind noch mit Folie zum Schutz beschichtet.
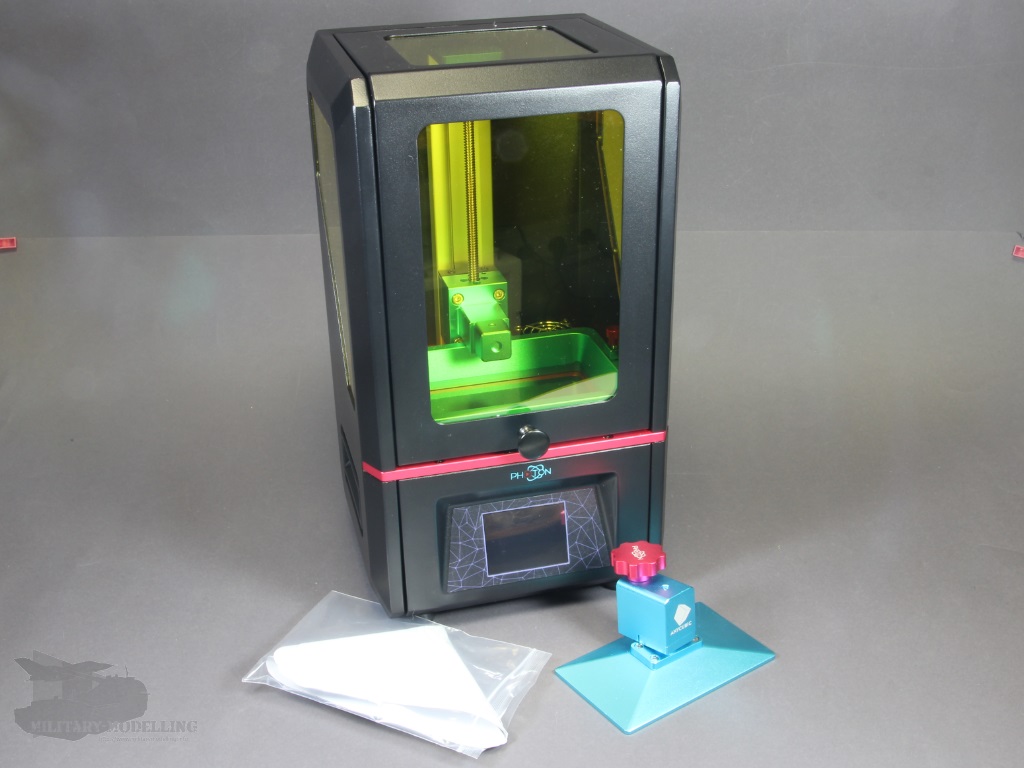
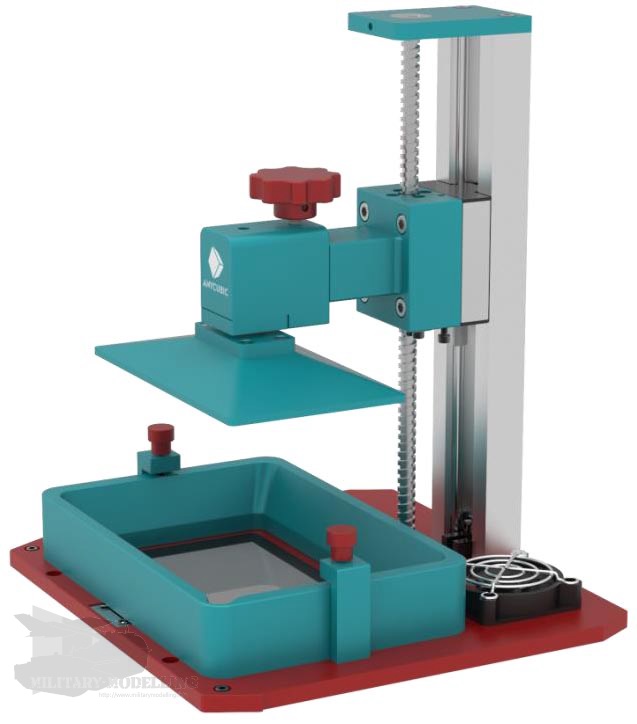
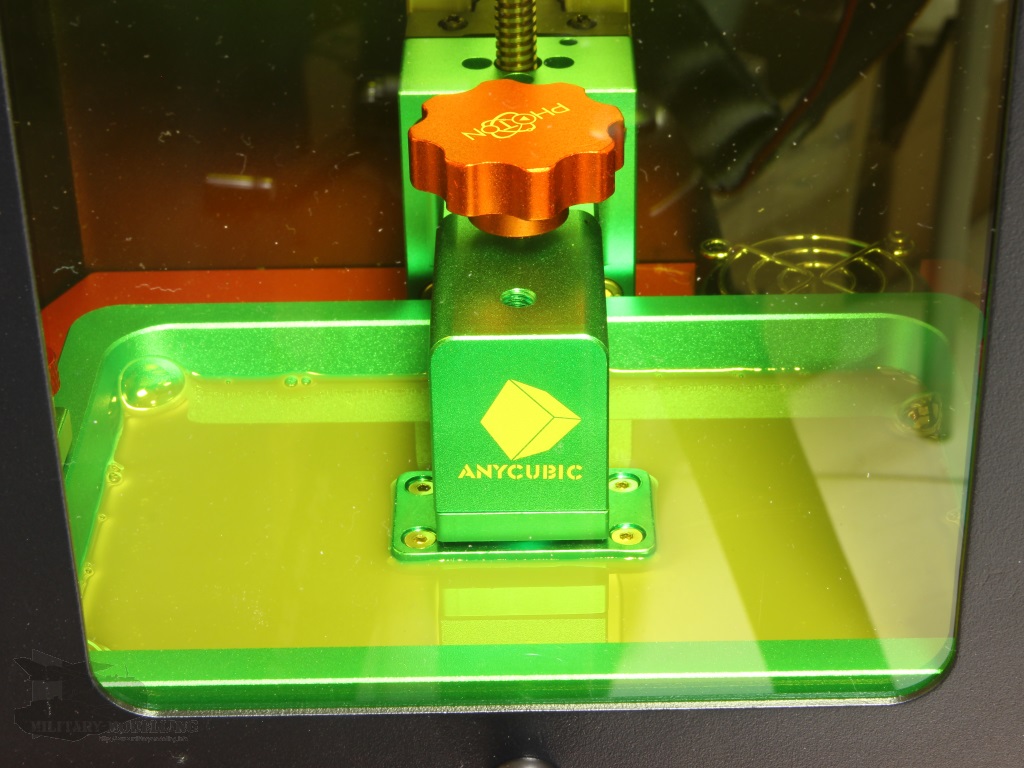
Öffnet man die vordere Haube, so ist das Innenleben ebenfalls mit dickem Schaumstoff gesichert. Nach dessen Entfernen ist das Innenleben mit Bauplattform, Lüfter und Z-Achse sichtbar. Dazu auch hier noch Zubehör

Die Verpackung ist wirklich vorbildlich und beugt jeglicher Beschädigung vor. Der Drucker selbst macht mit seinem Gehäuse sowie seiner Mechanik einen recht wertigen Eindruck.
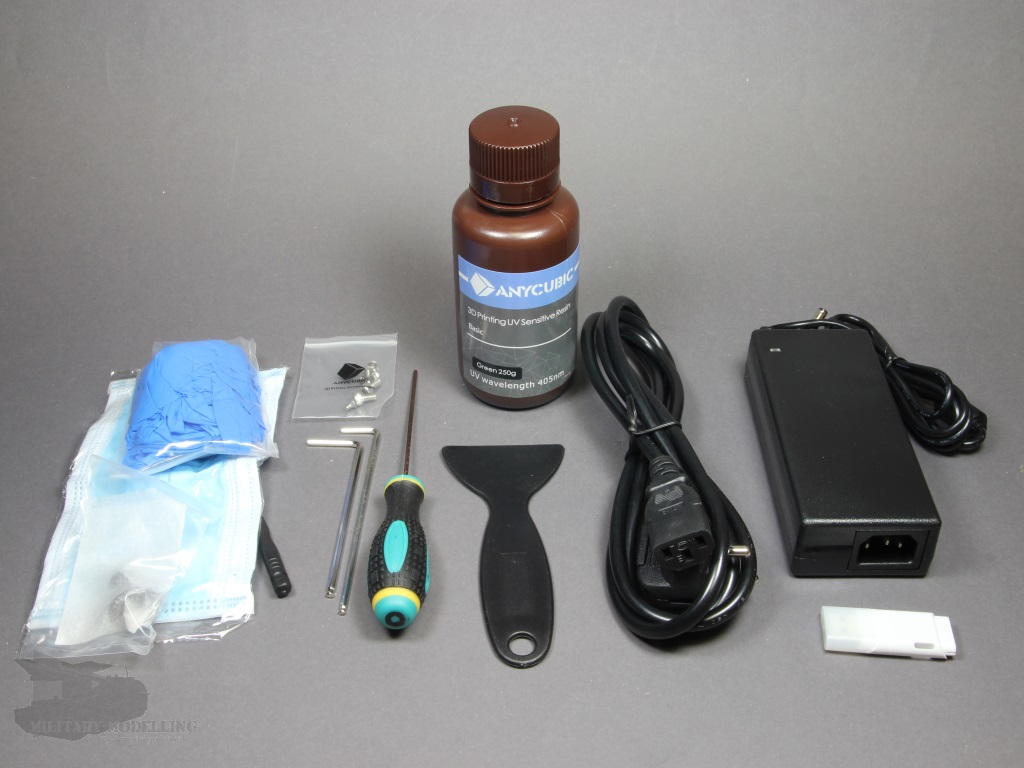
Neben dem Drucker selbst gibt es noch reichlich Zubehör.
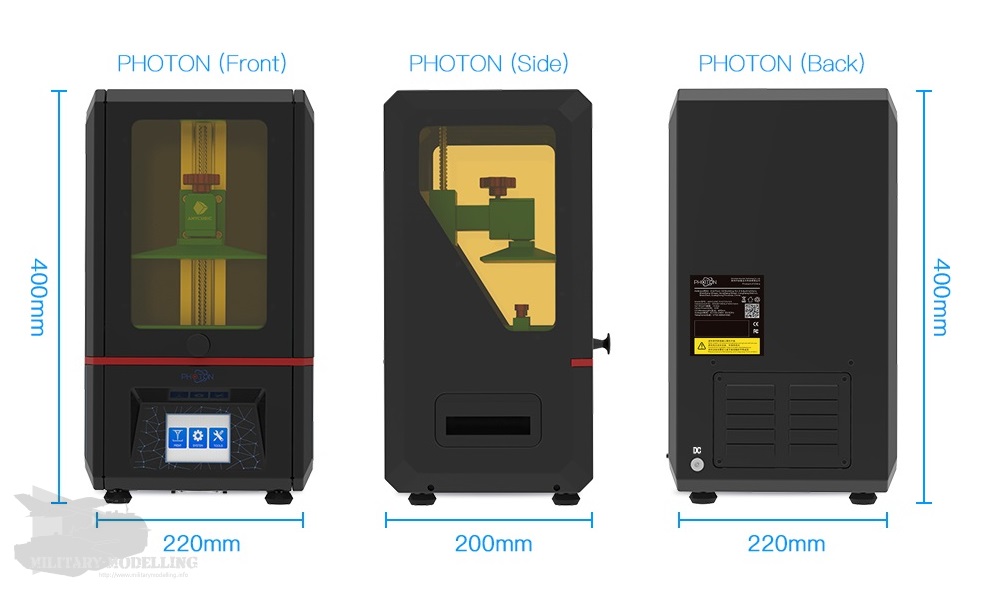
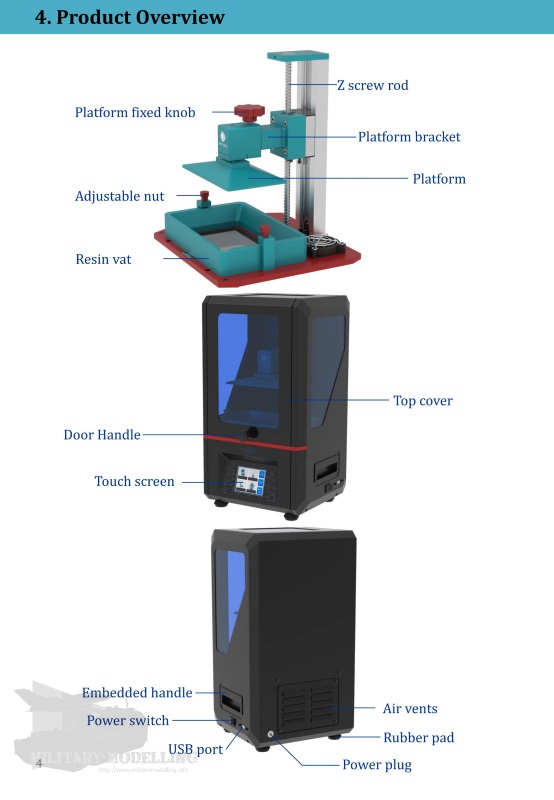
An der Front ist der Touchscreen zur Bedienung zu finden. An der Seite der Ein-/Aus-Schalter sowie die USB-Schnittstelle. An der Rückseite befindet sich der Anschluss für das Strom-Netzteil.


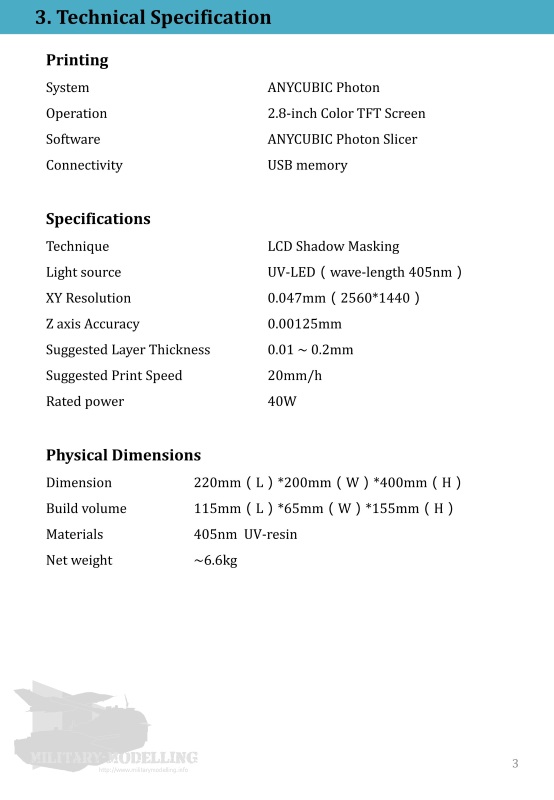
Technische Details
Hier zusammengefasst die techn. Daten des Photon:
- Bildschirm: 2K Auflösung, 0.047mm XY Genauigkeit (2560x1440px)
- Bauraum: 115mm x 65mm x 155mm
- Gerätegröße: 220mm x 200mm x 400mm
- Gewicht: 6,6 kg
- Technik: LCD Shadow Masking
Druckverfahren
Bei dem Anycubic Photon handelt es sich um einen Drucker mit LCD-Shadow-Masking Verfahren. Diese Art von 3D Drucker, die nach dem Verfahren der Stereolithograpfe arbeiten, nutzen als Baumaterial Photopolymere (hier Kunstharz oder auch Resin genannt), die über einen Laserstrahl / Licht ausgehärtet werden. Nach der Belichtung einer Schicht wird die Bauplattform abgesenkt, dabei taucht das bereits entstandene Modell komplett in eine mit flüssigem Photopolymer gefüllte Wanne ein und eine nächste Schicht fließt über das Bauteil. Danach wird die Bauplattform so angehoben, dass das Bauteil nur um eine Schichtstärke untergetaucht ist. Dann erfolgt der nächste Belichtungsvorgang. Dabei sind Schichtstärken von 0,05 mm bis zu 0,3 mm möglich. Bei diesen 3D Druckern wird eine erforderliche Stützkonstruktion immer aus dem gleichen Material wie das eigentliche Bauteil gefertigt, was bei komplexen Geometrien zu Schwierigkeiten beim Entstützen führen kann.
Hier ein kleiner Exkurs zu den weiteren Sterolithografie-Verfahren:
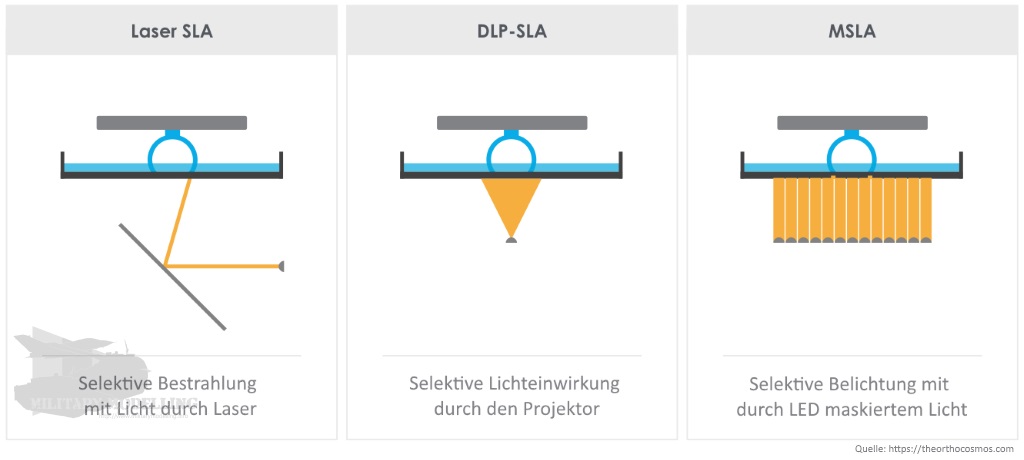
Das laserbasierte SLA war das ursprüngliche Mittel der Stereolithographie, das 1986 von Charles Hull, Mitbegründer von 3D Systems, entwickelt wurde. Die Technologie arbeitet mit einem UV-Laser, um jede Schicht des Objekts zu zeichnen, und verwendet zwei Spiegel auf der X- und Y-Achse um den Laserstrahl schnell über den Druckbereich zu richten und das Harz während der Bewegung zu verfestigen. Um ein festes Objekt zu erzeugen, muss das Modell Schicht für Schicht in eine Reihe von Punkten und Linien zerlegt werden, die den Spiegelmotoren als Koordinatensatz gegeben werden damit der Laser diese zeichnet.
DLP-SLA verwendet einen Digitalprojektor, um ein einzelnes Bild jeder Schicht des Modells über die gesamte Plattform auf einmal zu übertragen. Da das Bild jeder Schicht digital angezeigt wird, besteht es aus zahlreichen quadratischen Pixeln, was zu einer Schicht aus kleinen rechteckigen Steinen führt, die Voxel genannt werden und sich entlang der Z-Achse stapeln.
MSLA verwendet ein LED-Array als Lichtquelle zusammen mit einer LCD-Fotomaske, um das Lichtbild der LED’s zu erstellen. Wie DLP wird auch die LCD-Fotomaske digital angezeigt und besteht aus quadratischen Pixeln. Die Pixelgröße variiert je nach Herstellung und Qualität der LCD-Fotomaske. Einzelne Pixel werden auf dem LCD deaktiviert, damit die resultierende Schicht gebildet wird. Somit ist die XY-Genauigkeit fix und hängt nicht davon ab, wie gut z.B. das Objektiv bei DLP-SLA sich zoomen/skalieren lässt.
Lieferumfang
Neben dem Drucker selbst liefert Anycubic noch reichlich Zubehör mit. Dieses ist:
- 4GB USB Stick
- 250g Resin grün
- 1 Mundschutzmaske
- 3 Paar Gummihandschuhe
- 10 Papierfilter
- Bedienungsanleitung
- Ersatz FEP Folie für die Resinwanne
- 3 Innensechskant- und ein Kreuzschlitz Schraubendreher
- 1 Plastikspachtel
- 5 Extra Schrauben

Die Anleitung
Die mitgelieferte im DIN-A5-Format gehaltene 24-seitige, farbige Anleitung ist leicht verständlich. Sie führt neben den allgemeinen Hinweisen durch die Inbetriebnahme und den ersten Druck.


Auf der Homepage von Anycubic ist diese auch in chinesischer und deutscher Sprache als Download verfügbar. Deutsch gibt es nun auch HIER.
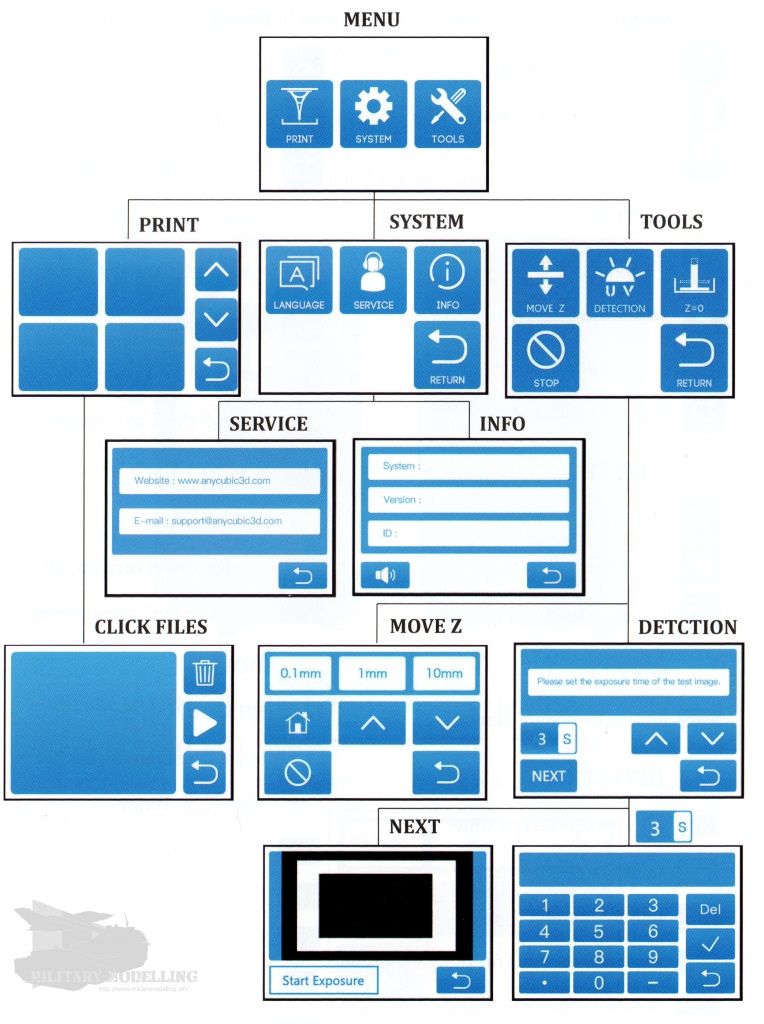
Bedienung des Druckers
Der Drucker wird ausschließlich über den eingebauten Touchscreen bedient. Hierbei ist es möglich die Sprache zwischen Englisch und Chinesisch zu wechseln. Ich bleibe da mal lieber bei Englisch.
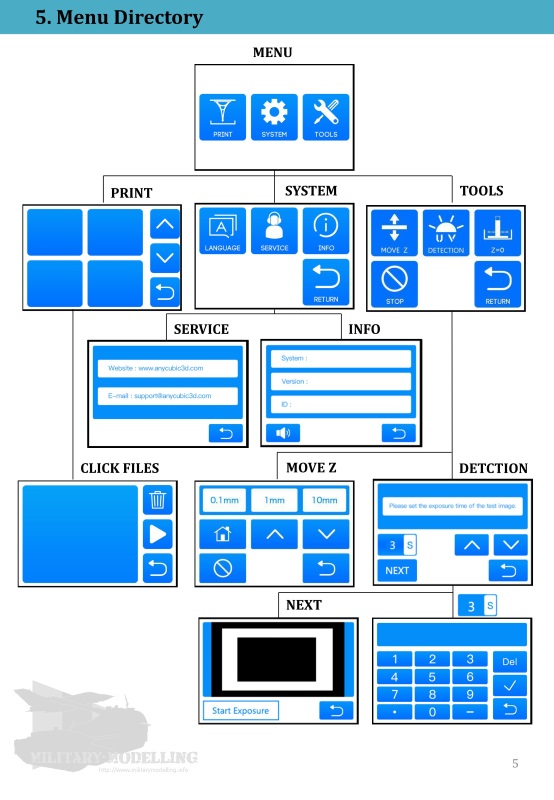
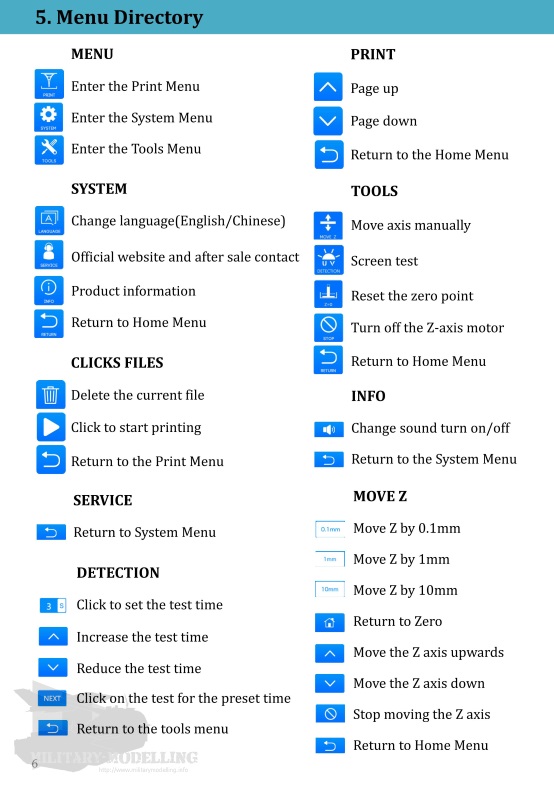
Die Menü des Touchscreens ist vielfältig und enthält alle notwendigen Funktionen.
Die Druckdateien werden mit dem mitgelieferten USB-Stick auf den Drucker übertragen. Ein direkter Anschluss an einen PC ist nicht vorgesehen.
Verbrauchsmaterial und Gefahrenhinweise
Das notwendige Photopolymer – das Kunstharz oder umgangssprachlich Resin genannt – kann ebenfalls von Anycubic erworben werden. Dort ist es in den Farben weiß, grün, gelb, grau und schwarz in Gebinden zu 250 ml, 500 ml und 1 Liter verfügbar. Für den ersten Druck enthält der Lieferumfang eine Flasche mit 250 ml grünem Resin. Über den Verbrauch kann ich zur Zeit noch keine Aussage treffen. Neben Anycubic gibt es noch weitere Hersteller von flüssigem Resin wie z.B. Wanhao, Monocure, FunToDo.
Aus den Sicherheitsdatenblättern (Safety Data Sheet – SDS) der unterschiedlichen Resine können überwiegend folgende Sicherheitshinweise entnommen werden:
H315 Verursacht Hautreizungen
H317 Kann allergische Hautreaktionen verursachen
H319 Verursacht schwere Augenreizung
H411 Giftig für Wasserorganismen, mit langfristiger Wirkung.
Zusätzlich ist zu beachten:
P102 Darf nicht in die Hände von Kindern gelangen
P273 Freisetzung in die Umwelt vermeiden
P280 Schutzhandschuhe, Augen- und Gesichtsschutz tragen
P302+P352 BEI BERÜHRUNG MIT DER HAUT: Mit viel Wasser waschen
P333+P313 Bei Hautreizung oder -ausschlag: Ärztlichen Rat einholen / ärztliche Hilfe hinzuziehen
P305+P351+P338 BEI BERÜHRUNG MIT DEN AUGEN: Einige Minuten lang behutsam mit Wasser ausspülen. Eventuell vorhandene Kontaktlinsen nach Möglichkeit entfernen. Weiter ausspülen.
P501 Inhalt/Behälter in Übereinstimmung mit den nationalen Vorschriften einer Entsorgung zuführen.
Zusätzliche Sicherheitshinweise:
P261 Einatmen von Dampf/Aerosol vermeiden
P264 Nach Handhabung kontaminierte Haut gründlich waschen
P272 Kontaminierte Arbeitskleidung nicht außerhalb des Arbeitsplatzes tragen
P337+P313 Bei anhaltender Augenreizung: Ärztlichen Rat einholen / ärztliche Hilfe hinzuziehen
P362+P364 Kontaminierte Kleidung ausziehen und vor erneutem Tragen waschen
P391 Ausgetretene Mengen auffangen
Eine nicht kleine Menge an Hinweisen und Ratschlägen, die der Gesundheit dienen und dringend eingehalten werden sollten.
An dieser Stelle sei noch angemerkt das während des Druckes ein unangenehmer Geruch entsteht. Dieser ist sicherlich vom verwendeten Kunstharz abhängig. Der Drucker verfügt zwar über einen Aktivkohlefilter und der entsprechende Lüfter arbeitet auch ordentlich, jedoch ist der Geruch trotzdem merklich wahrnehmbar. Für den Gebrauch in einer kleinen Wohnung oder gar im Wohnzimmer, halte ich den Drucker für ungeeignet. Wer eine Werkstatt, ein Arbeitszimmer oder einen Keller hat, sollte trotzdem über ausreichende Belüftung nachdenken. Dies ist nur meine Meinung. Ich persönlich möchte meine Gesundheit hier nicht auf’s Spiel setzten.
Software
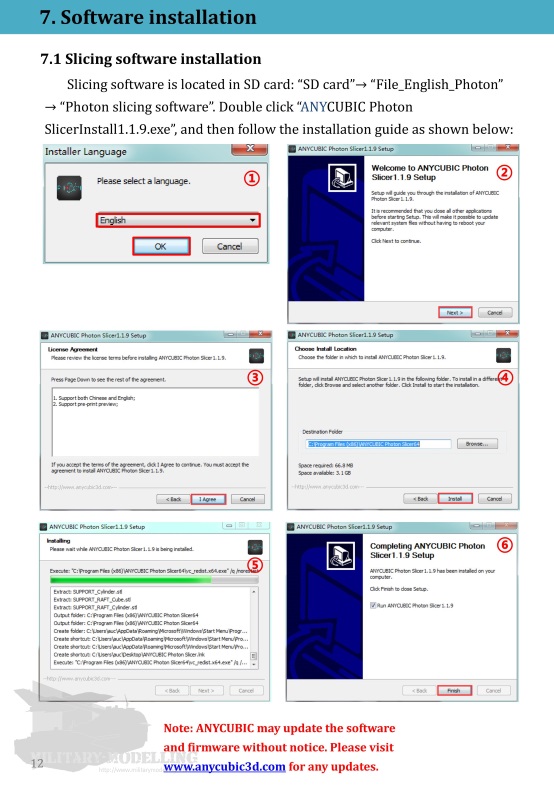
Im Lieferumfang ist auch die notwendige Slicer-Software. Diese trägt den Namen „Anycubic Photon Slicer“.
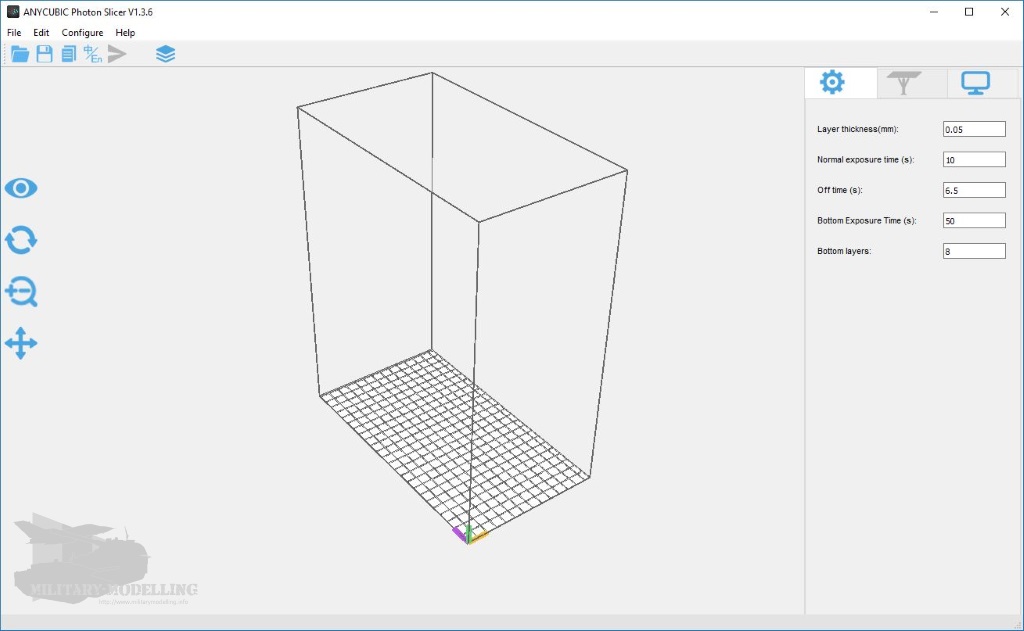
Mit Hilfe dieser Software werden aus den 3D-Modellen in Form von *.stl-Dateien die notwendigen Druckdateien mit den Druckbefehlen erzeugt. Hier setzt Anycubic auf ein eigenen Dateiformat und erzeugt eine *.photon-Datei. Nur diese Datei kann auch vom Drucker verarbeitet werden und muss via USB-Stick übertragen werden.
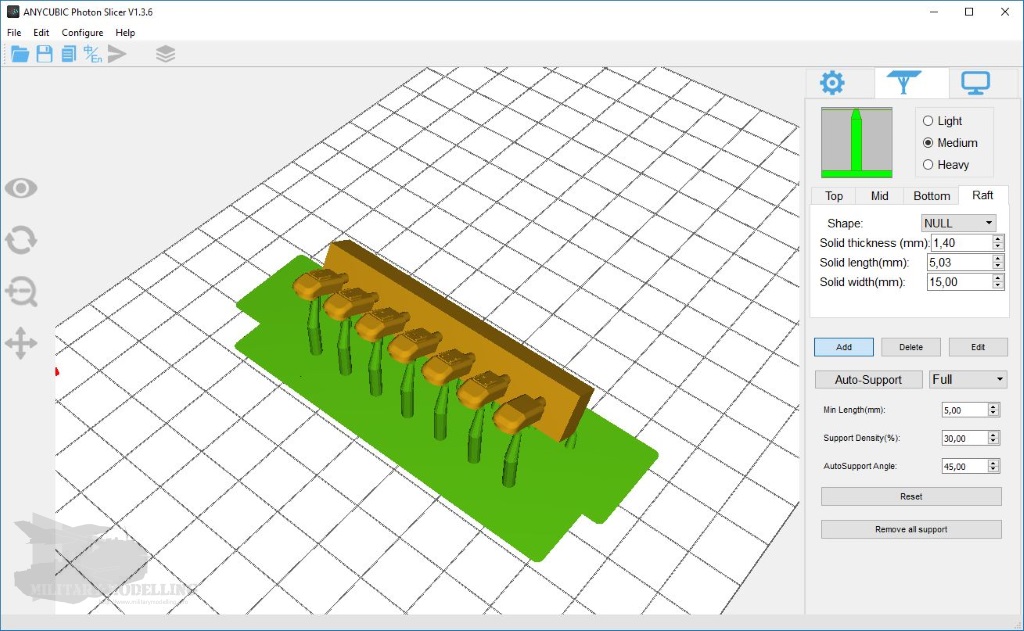
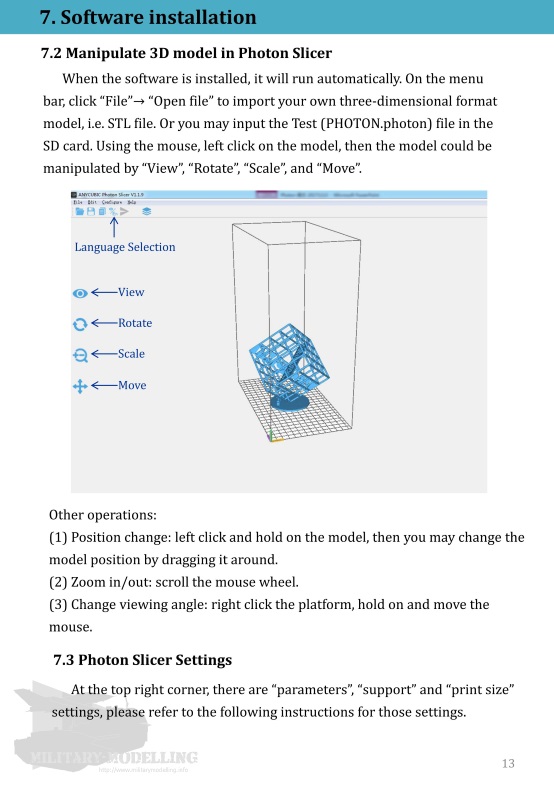
Die Software ist funktionell ausreichend und intuitiv bedienbar. Sie ist wie bereits das Druckmenü in den Sprachen Englisch und Chinesisch sowohl für Windows als auch Mac verfügbar. In der Software können die Objekte gedreht, versetzt oder rotiert werden. Zusätzlich gibt es eine Auto-Funktion für die notwendigen Stützen (Supports) zu erstellen.
Inbetriebnahme und Kalibrierung
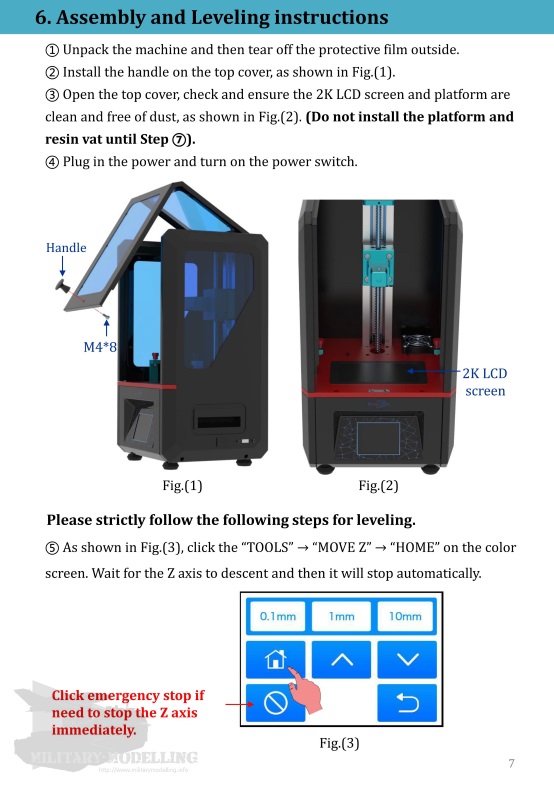
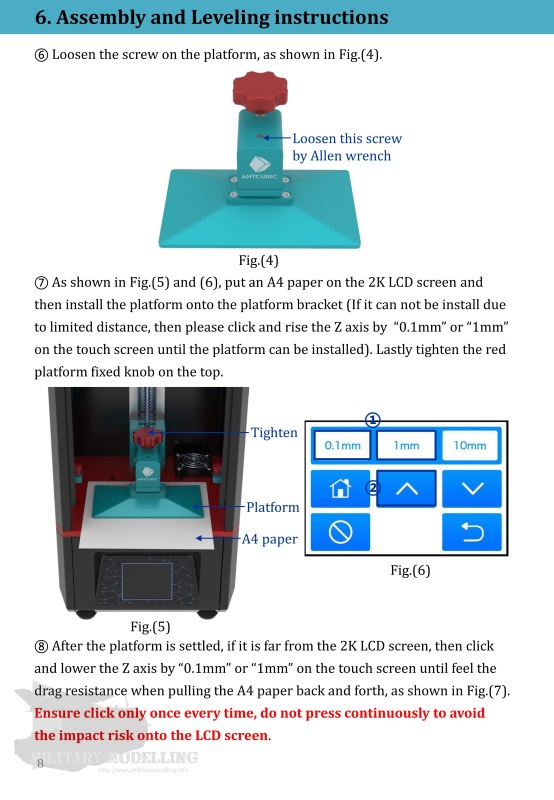
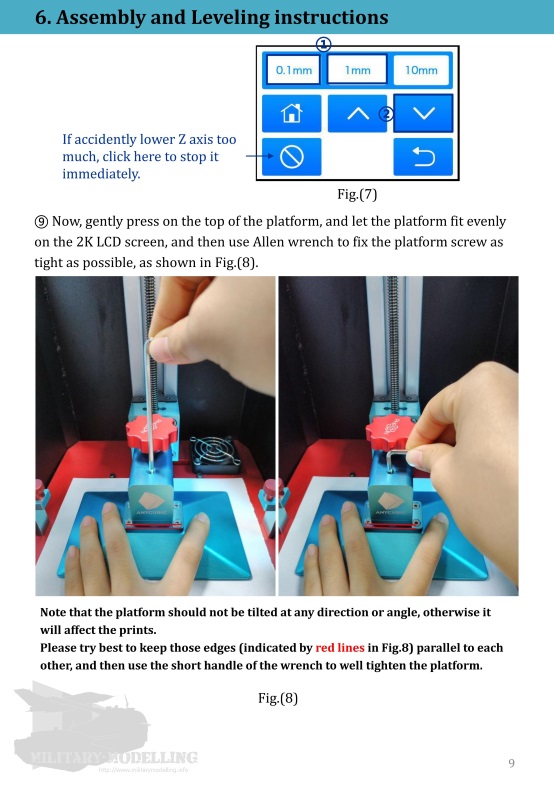
Die Inbetriebnahme ist ausführlich in der Betriebsanleitung beschrieben und leicht verständlich. Nach dem Einstecken des Netzteils kann der Drucker eineschaltet werden. Als nächstes muss die Null-Position der Z-Achse festgelegt werden – der Drucker muss „gelevelt“ werden. Hierzu wird die Arbeitsplattform mit Hilfe des Displays auf das LCD-Display verfahren bis ein Blatt Papier gerade ebenso noch herausgezogen werde kann. Das ist die Null-Position der Z-Achse
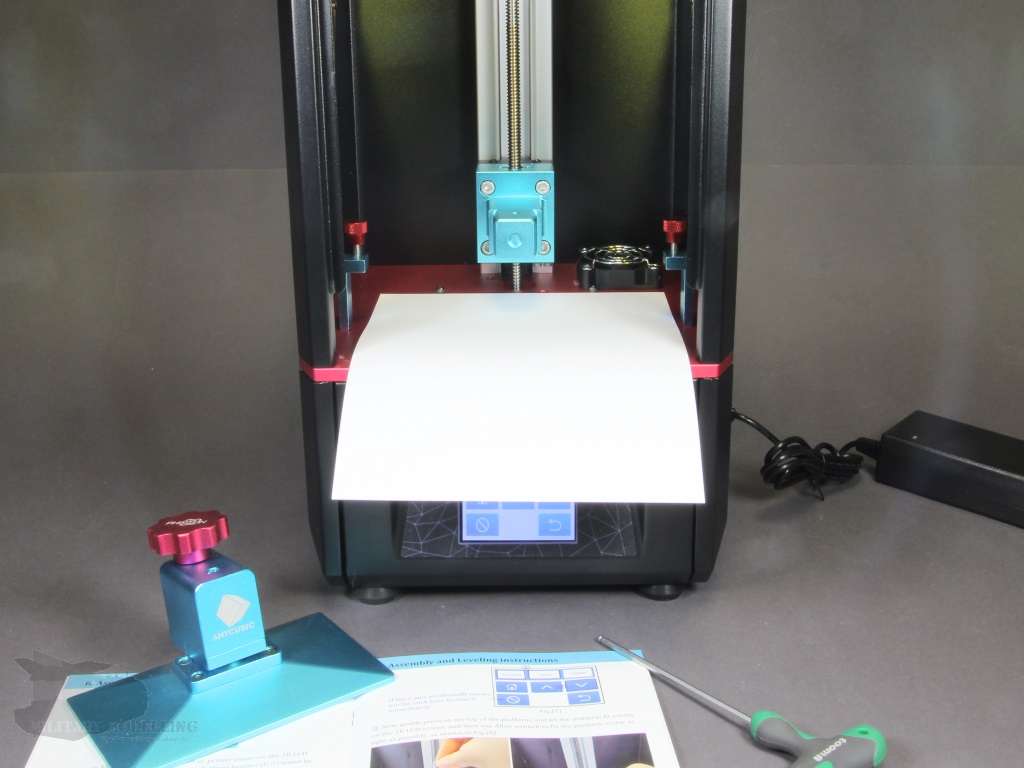
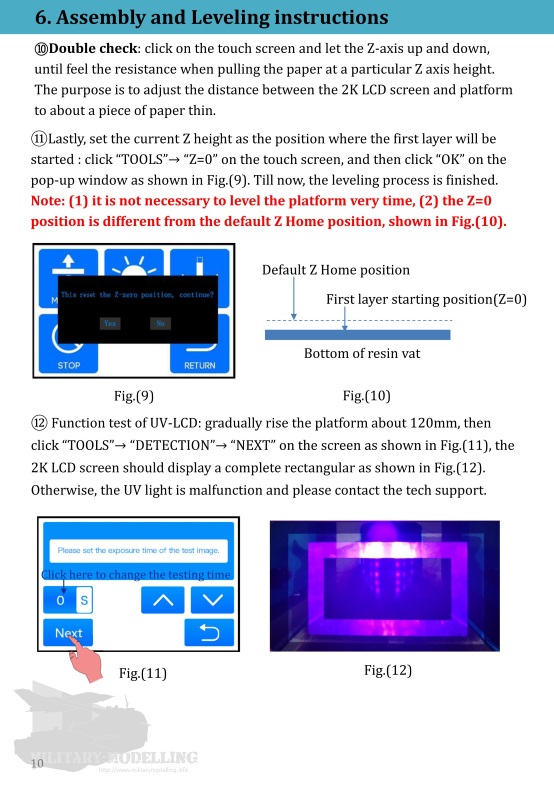
Danach wird die Arbeitsplattform an der Z-Achse festgeschraubt. Fertig ist das Kalibrieren. Als nächstes wird mit dem Menü ein Funktionstest des LCD-Displays durchgeführt.

Dabei sollte ein Rechteck sichtbar werden. Ist auch hier alles ok, so steht dem ersten Druck nichts mehr im Wege.
Druck
Ist einem der FDM-Druck bekannt, so muss man bei diesem Drucker umdenken. Dies betrifft erstmal die Ausrichtung auf der Druckplatte, da diese in die Resinwanne eintaucht. Auch kann es hier notwendig sein das Objekt im Slicer zu kippen und mit Stützkonstruktionen zu versehen. Das beobachten des Druckes fällt schwer, da diese wie bereits beschrieben, schichtweise aus der Resinwanne heraus aufgebaut wird. Somit ist die erste Schicht nicht einsehbar.
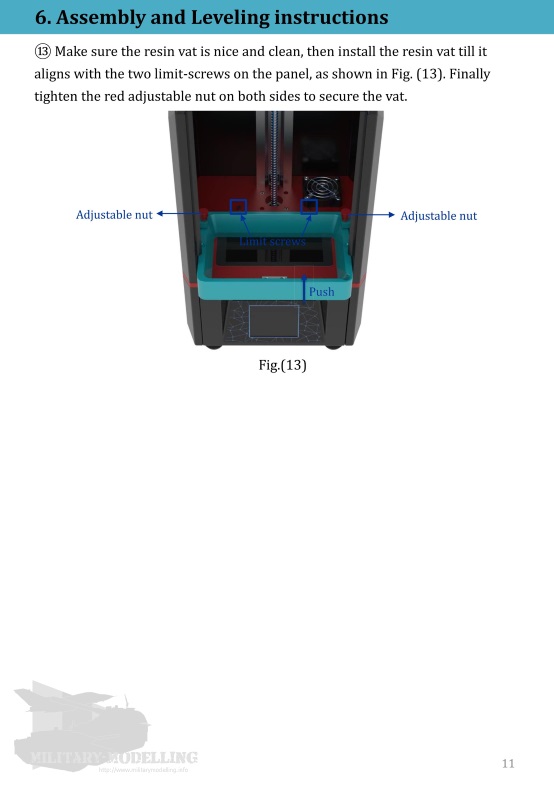
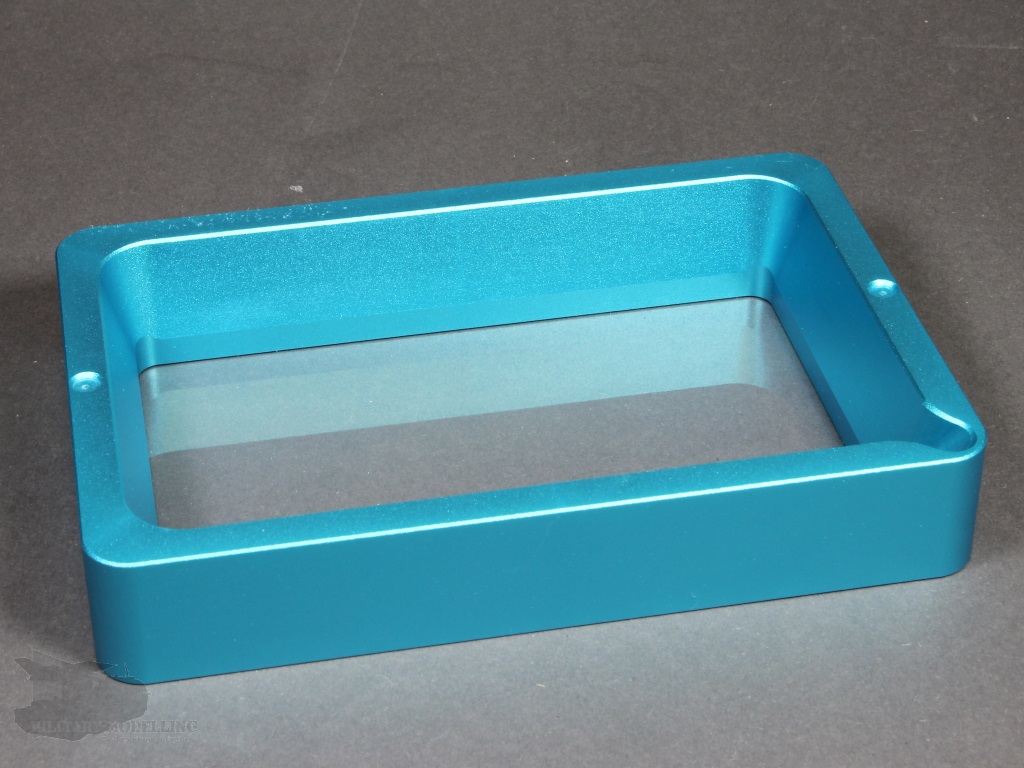
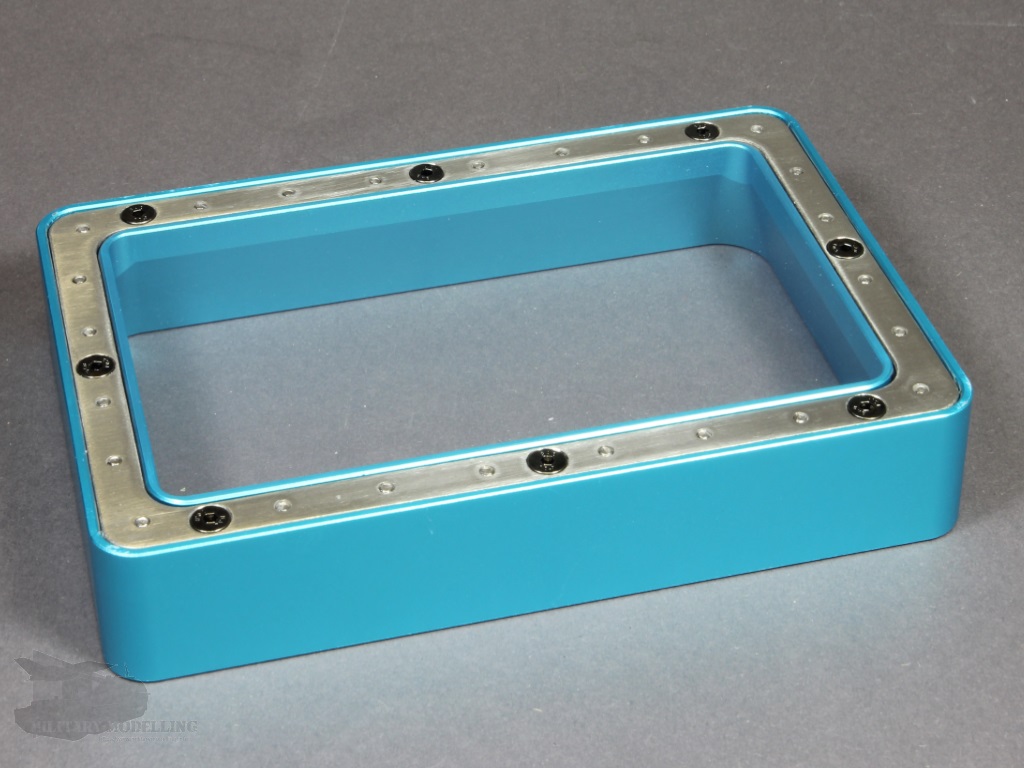
Als erstes wird die Resinwanne in den Bauraum eingebaut. Diese besteht auf der Unterseite aus einer stramm gespannten Teflon FEP-Folie.
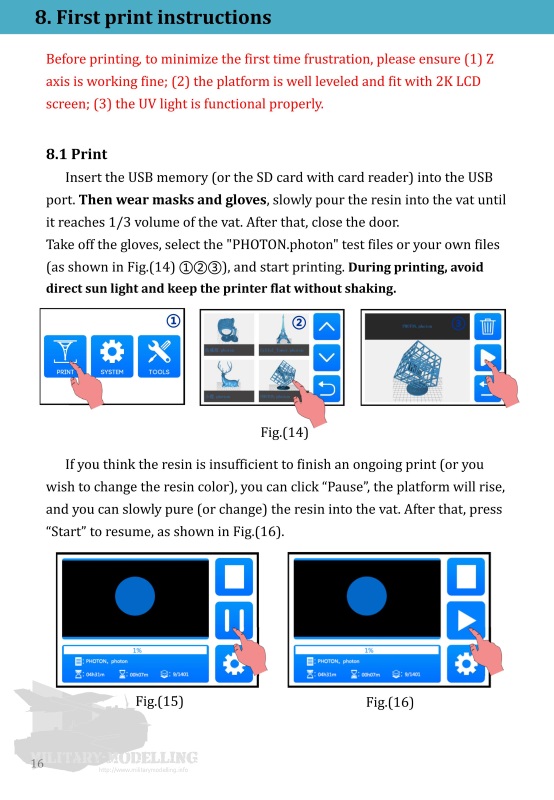
In diese füllt man nun das flüssige Resin ein. Der Druck wird über das Menü gestartet und die Arbeitplattform taucht in das Resin ein.

Das Display zeigt nun ein Bild der jeweiligen Schicht und eine Fortschrittsanzeige.

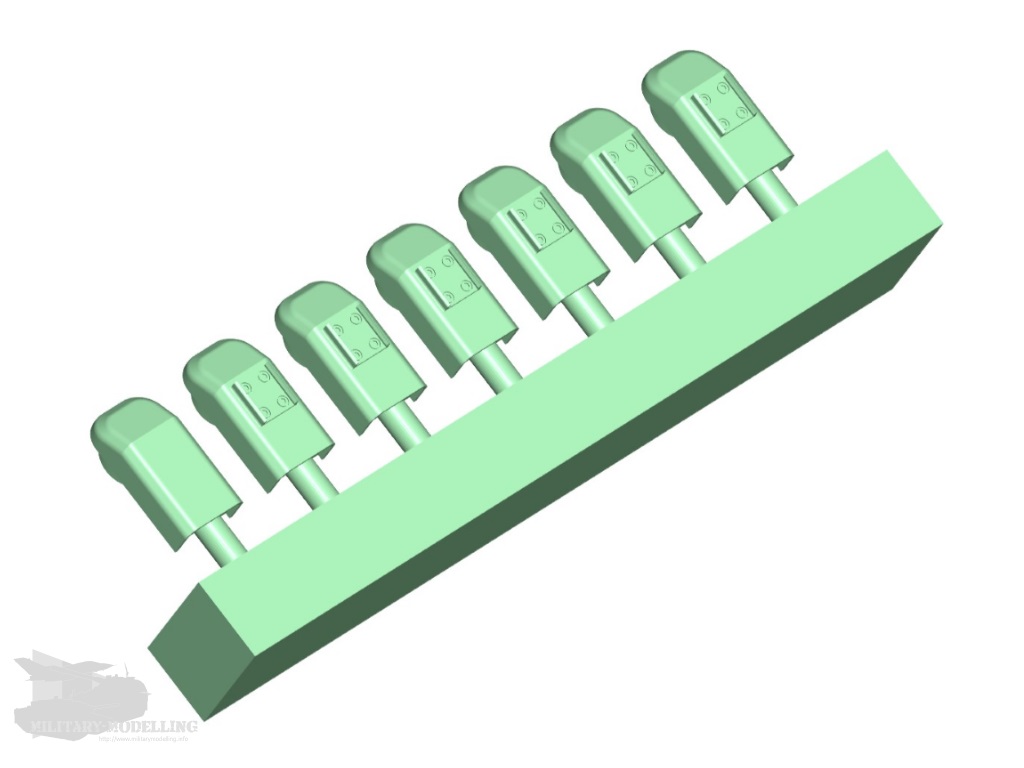
Für meinen ersten Druck wählte ich ein selbst erstelltes 3D-Modell welche ich bei einem 1:35-Modell zum Umbau gebrauchen möchte. Nach dem Zeichnen im 3D-CAD sieht dies wie folgt aus:
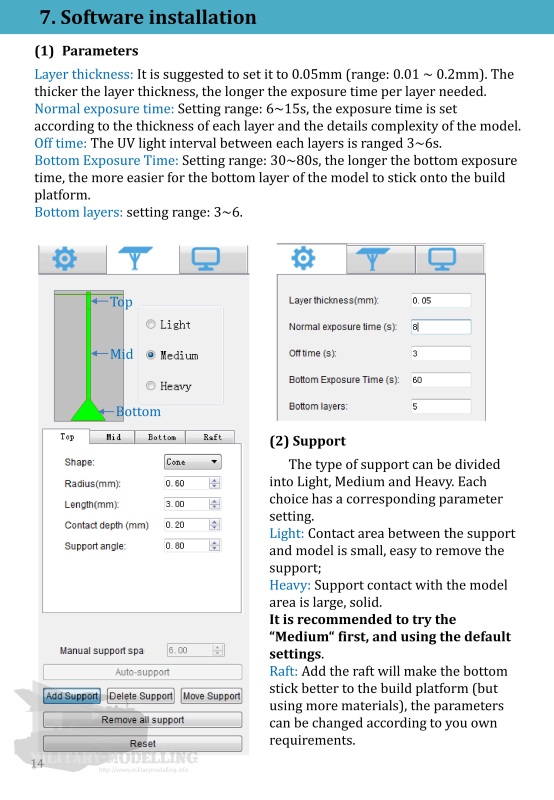
Via Slicer-Software wurde die photon-Datei für den Drucker erstellt. Dabei wurden die Stützstrukturen und die Belichtungseinstellungen vorgenommen. Diese Einstellungen sind von Harz zu Harz unterschiedlich. Anhaltswerte erhält man im Internet mittlerweile zu Genüge.
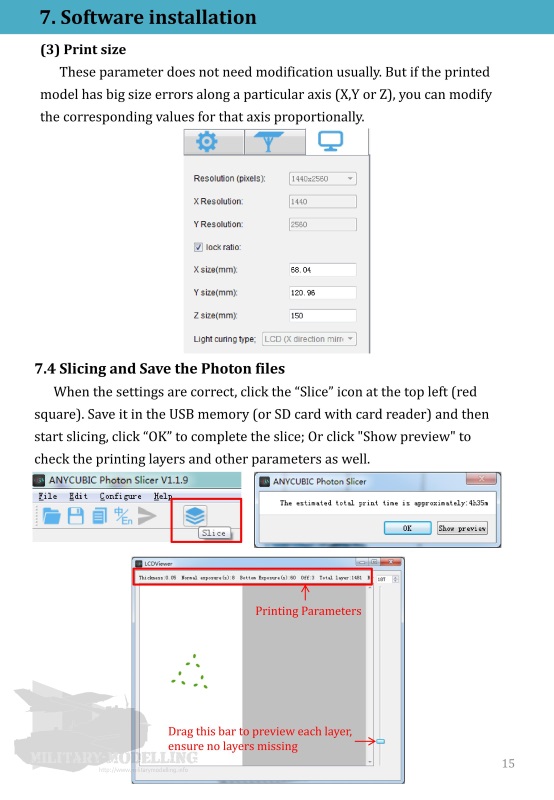
Die Software hat eine Druckzeit von knapp 30 Minuten ermittelt. Und dann konnte der Druck losgehen. Schicht für Schicht mit einer Dicke von 0,05 mm erstellte der Drucker das Bauteil. Dabei ist der Drucker eigentlich recht leise, lediglich der Lüfter ist zu hören.
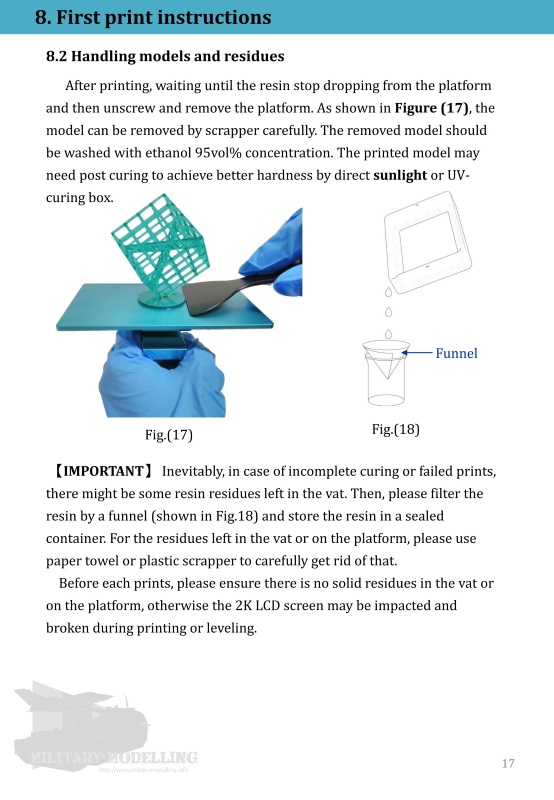
Nach ca. 30 Minuten war der Druck fertig und ich konnte das Bauteil mit Hilfe der Spachtel von der Arbeitsplattform entnehmen. Als nächstes wurde das Bauteil in Isopropyl-Alkohol vom restlichen flüssigen Resin befreit.

Das Bauteil ist nun noch nicht vollständig ausgehärtet. Dies erfolgt erst nach erneuter Bestrahlung mit UV-Licht. Dazu legte ich das Bauteil einfach an die Sonne. Für die kalten Wintertage ist hier sicherlich eine UV-Lichthärter aus dem Nail-Art-Bereich zu empfehlen.
Das Bauteil selbst hat mich echt überrascht. Der Druck hat selbst die kleinsten Details perfekt abgebildet. Die Qualität ist echt überragend. Zu den Dimensionen: Das Bauteil ist 2,5 mm breit und ca. 4 mm hoch!

Nun folgte leider das notwendige Übel des Druckers – die Reinigung. Hierbei lautet die dringende Empfehlung Handschuhe zu tragen. Mittels Papiertüchern und Isopropyl-Alkohol wurde die Arbeitsplattform vom überschüssigen Resin gereinigt. Das verbleibende Resin der Wanne wurde durch einen Filter wieder in die Aufbewahrungflasche verbracht. Die Wanne selbst wurde nun ebenfalls mit Papiertüchern gereinigt. Dabei unbedingt darauf achten, dass die Folie nicht beschädigt wird! Alles in allem eine schöne, aber notwendige Schweinerei.
Zusammenfassung
Beim Anycubic Photon handelt es sich um einen 3D-Drucker der nach dem SLA/DLP Verfahren arbeitet. Der Drucker selbst mach einen wertigen Eindruck und wird vorbildlich verpackt ausgeliefert. Das Zubehör ist sinnvoll und man kann mit dem ersten Druck direkt loslegen. Die Slicer-Software ist einfach aber funktionell und erzeugt ein eigenen propitäres Format. Die Druckqualität ist absolut überzeugend. Es darf aber nicht vergessen werden, das die zu druckenden Modelle vom interessierten Modellbauer mittels 3D-CAD erst erzeugt werden müssen. Und dafür ist die Lernkurve nicht unbedingt gering und man muss sich diese Fähigkeiten / Skill erst aneignen. Aber dann stehen alle Wege offen.
Fazit
Mit dem Anycubic Photon 3D-Drucker hält die Zukunft Einzug in den Modellbau! Man könnte auch sagen der 3D-Druck ist vielleicht die Zukunft des Modellbau’s. Mit dem Photon gelingt es recht schnell und einfach detaillierte und hochwertige Objekte zu erstellen. Die erreichbare Detailtiefe ist phänomänal! Wer die Zukunft nicht verpassen will – absolut empfehlenswert!
Produktinformation
|
Artikelbezeichnung : Anycubic Photon
Hersteller: Anycubic – http://www.anycubic3d.com/ |
|---|